检验方式符号、其他要求和说明等标在 尾部右侧焊接代号AW —— ARC WELDING——电弧焊AHW —— atomic hydrogen welding——原子氢焊BMAW —— bare met。焊接方法代号?更多详情请大家跟着小编一起来看看吧!
焊接方法代号(1)
检验方式符号、其他要求和说明等标在 尾部右侧
焊接代号
AW —— ARC WELDING——电弧焊
AHW —— atomic hydrogen welding——原子氢焊
BMAW —— bare metal arc welding——无保护金属丝电弧焊 CAW —— carbon arc welding——碳弧焊
CAW-G —— gas carbon arc welding——气保护碳弧焊
CAW-S —— shielded carbon arc welding——有保护碳弧焊 CAW-T —— twin carbon arc welding——双碳极间电弧焊 EGW —— electrogas welding——气电立焊
FCAW —— flux cored arc welding——药芯焊丝电弧焊
FCW-G —— gas-shielded flux cored arc welding——气保护 药芯焊丝电弧焊
FCW-S —— self-shielded flux cored arc welding—— 888真 人自保护药芯焊丝电弧焊
GMAW —— gas metal arc welding——熔化极气体保护电弧焊 GMAW-P —— pulsed arc——熔化极气体保护脉冲电弧焊
GMAW-S —— short circuiting arc——熔化极气体保护短路过 度电弧焊
GTAW —— gas tungsten arc welding——钨极气体保护电弧焊 GTAW-P —— pulsed arc——钨极气体保护脉冲电弧焊
MIAW —— magnetically impelled arc welding——磁推力电弧焊
PAW —— plasma arc welding——等离子弧焊
SMAW —— shielded metal arc welding——焊条电弧焊
SW —— stud arc welding——螺栓电弧焊
SAW —— submerged arc welding——埋弧焊
SAW-S —— series ——横列双丝埋弧焊
RW —— RWSISTANCE WELDING——电阻焊
FW —— flash welding——闪光焊
RW-PC —— pressure contr

焊接方法代号(2)
焊接位置代号
1 板材对接焊缝:
(1)平焊,代号1G;
(2)横焊,代号2G;
(3)立焊,代号3G;
(4)仰焊,代号4G。
2 管材对接焊缝:
(1)水平转动,代号1G;
(2)垂直固定,代号2;
(3)水平固定,代号5G、5GX;
(4)45度固定,代号6G、6GX。
3 管板角接头焊缝:
(1)水平转动,代号2FRC;
(2)垂直固定平焊,代号2FG;
(3)垂直固定仰焊,代号4FG;
(4)水平固定,代号5FG;
(5)45度固定,代号6FG。
4 螺柱焊:
(1)平焊,代号1S;
(2)横焊,代号2S;
(3)仰焊,代号4S。
按照AWS,有平焊F,横焊H,立焊V,仰焊OH
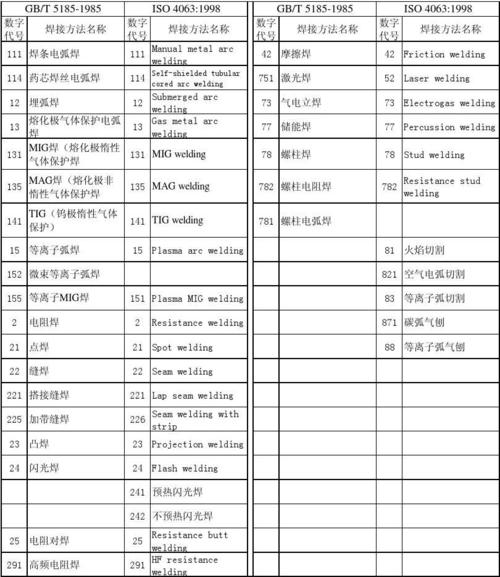
焊接方法及其代号
每种焊接方法都可能表现为手工焊、机动焊、自动焊等操作方式,其代号见下表。

焊接方法代号(3)
焊缝符号是用在焊接结构的图样上,标注焊缝形式,焊缝尺寸、焊接方法等的工程语言,有时进行焊接施工的主要依据,所以焊工的焊接技术人员必须熟悉常用焊缝符号的标注方法及其含义。
《焊缝符号表示法》(GBT324-2008)规定,焊缝符号一般由基准线(两条平行线的细实线和虚线)、箭头线(细实线)和基本符号组成,必要时还可以加上补充符号和焊缝尺寸符号。
1. 基本符号
基本符号是表示焊缝横截面基本形式或特征的符号,近似于焊缝横截面的形状。焊缝基本符号有20种。
2.补充符号
补充符号是为了补充说明有关焊缝的某些特征而采用的符号(如表面形状、衬垫、焊缝分布、施焊点等。
3.焊缝尺寸符号
必要时基本符号可附带有尺寸符号及数据。焊缝尺寸符号及数据的标注位置。
4.焊接位置符号
板材对接焊缝试件、管材对接焊缝试件、管板角接头试件和螺柱焊试件都有专门的焊接位置及代号。
5.焊接方法代号及英文缩写









